-
Since the early 1980s, the automotive industry has been one of the main drivers of the high-power laser industry. This industry has strict requirements on the quality and reliability of laser sources. Compared to traditional manufacturing techniques, laser technology can bring greater benefits in the areas of cutting, welding and marking. Because 18650 laser pointer technology is more flexible than traditional technology and easy to automate, it can meet the core requirements of the entire industry. In the beginning, the laser was only used for simple cylindrical part welding, such as the automatic transmission components of a vehicle. Nowadays, lasers have been widely used in the process of processing the entire vehicle structure. Roof welding, door welding, three-dimensional cutting of hydroformed parts, door spring annealing, instrument panel welding, marking, etc. are just a few examples of a large number of laser applications. With the development of lightweight vehicles, new materials, new structures and new processes are constantly emerging, and the safety performance of automobiles is continuously improved.
Laser ranging technology is the first laser technology to be practically applied in the military. In the late 1960s, laser rangefinders began to be equipped with troops, which were widely used for reconnaissance surveys and weapon fire control systems because of their ability to quickly and accurately measure target distances. Laser guided weapons have high precision, simple structure, and are not susceptible to electromagnetic interference, and they play an important role in precision guided weapons. The astronomy laser pointer communication has large capacity, good confidentiality and strong anti-electromagnetic interference capability. Optical fiber communication has become the development focus of communication systems. Airborne, spaceborne laser communication systems and laser communication systems for submarines are also under development.
A tactical laser weapon made of a high-power laser can blind the human eye and disable the photodetector. stage. Anti-satellite and anti-continental ballistics using high-energy laser beams may destroy military targets such as aircraft, missiles, and satellites. The application of strategic laser weapons that are close to practical missiles is still in the exploratory stage. Due to the small laser spot, high energy density, and fast cutting speed, laser cutting can achieve better cutting quality and extremely high cutting speed and efficiency, while reducing tool wear. The use of laser welding materials can avoid deformation, increase the type of welding materials, eliminate environmental factors, high quality and efficiency.
The use of military laser pointer technology welding, its advantages are extremely high welding speed, stable welding quality, high welding precision, small thermal deformation of materials, and easy to integrate into the automation operating system, which is widely used in modern industrial production, with excellent reputation. Advanced welding methods. Laser welding has been widely used in automobiles, such as welding of automobile bodies, pipe welding, welding of automobile batteries, and plastic welding of instrument panels. Lasers have unique advantages in terms of welding strength and welding precision and speed.
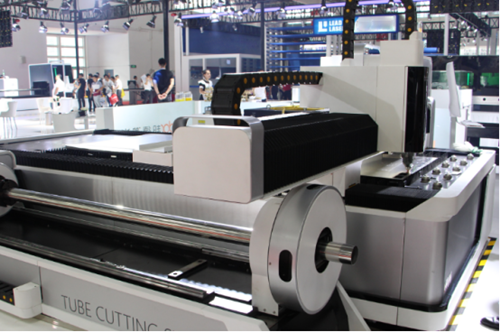
Laser cutting is also one of the most frequently used laser applications. Fiber lasers and CO2 lasers can be combined with standardized 2D and 3D cutting systems to cut low carbon steel, stainless steel, aluminum and other metals. When processing different parts of a car, car manufacturers take advantage of the advantages of laser cutting, such as high cutting edge quality, low heat input, and fast processing speed. Automotive parts and materials, including a variety of metals, such as airbag fabrics and composite materials used in automotive interiors, are cut using a laser. As a flexible processing tool, the laser can be easily integrated into robots and other automation devices and provides solutions for the cutting of various automation components and materials.
In addition to traditional processes such as laser cutting and laser welding, lasers can also be used in a variety of surface treatment applications such as 532nm laser pointer hardening, laser de-layering, surface activation, and laser surfacing. In the laser surfacing process, the most well-known is laser cladding. The basic materials such as metal wire or powder can be melted by laser radiation to achieve metallurgical bonding. The dilution rate of the metal of the parent component is less than 5%. . The automotive processing industry usually uses powder for laser surfacing, which can be used as a protective film for workpieces to prevent wear and corrosion, as well as high temperature and corrosion resistance (liquid). In the automotive industry, the minimum distortion rate and high flexibility of the workpiece are two important criteria. Thermal microcracking and porosity are also avoided due to reduced heat input and the use of additive materials.
 votre commentaire
votre commentaire
-
Laser welding machine maintenance:
Check the laser welding machine optical components. In order to ensure that the laser laser welding machine has been in a normal working condition, continuous work or stop using for a period of time, before starting the YAG rod, dielectric diaphragm and lens protection glass and other optical components in the inspection to determine the optical components Not contaminated, if any pollution should be promptly processed to ensure that the optical components will not be damaged under strong 200mw green laser irradiation.
Check the conductivity of circulating water. The purity of the cooling water laser cooling technology introduction is the key to ensure the laser output efficiency and the life of the laser condenser chamber. The conductivity of the recycled water should be checked weekly to ensure its conductivity. The internal circulation must be changed once a month Deionized water. At any time, observe the color change of the ion exchange column in the cooling system. If it is found that the color of the resin in the column becomes dark brown or even black, replace the resin immediately.
Check and adjust the laser resonator. Equipment operators can often use black like paper to check the laser output flare, once spot uneven or energy reduction and other phenomena, the laser cavity should be promptly adjusted to ensure the quality of the laser beam output. Commissioning operator must have the common sense of powerful laser safety protection, work must wear special laser safety glasses. Laser adjustment must be carried out by specially trained personnel, otherwise it will be laser misalignment or deflection caused by other components of the optical path damage.
Laser cutting machine maintenance:
Air compressors are part of a laser cutter system. First to talk about its concept, air compressor is the main source of gas equipment, which is the original motivation (usually the motor) of the mechanical energy into gas pressure energy device, is the pressure of compressed air Occurrence of devices. Here are the main components of its maintenance and repair work.
Air filter cartridge. Under normal circumstances every 500 hours to clear the air filter element surface dust impurities, check every 2000 hours need to be replaced. Inspection or replacement cycle can be extended or shortened according to dust content. Intake valve seals. In the 500mw laser pointer cutting machine air compressor every 4000 hours of work, check the seal condition, if necessary, to be replaced. Compressor oil. Every 1000 hours to check whether enough oil, every 4,000 hours to replace the new oil.
Oil filter. Every 2000 hours to replace a new piece. Oil vapor separator. Every 4000 hours need to be replaced a new piece. Minimum pressure valve. Clean every 4000 hours, and check the opening pressure is normal. Safety valve. Every 4000 hours to check whether the action is sensitive. Drain valve. Drain moisture and dirt every 2000 hours. Transmission belt. To adjust the tightness every 2000 hours, wear inspection every 4000 hours, according to wear and tear decide whether the need to be replaced. Motor maintenance. According to the motor instruction manual for maintenance.
In order to 10mw laser pointer cutting machine air compressor can operate normally and reliably, to ensure the life of the unit, to develop a detailed maintenance plan, the implementation of manned operation, regular maintenance, regular inspection and maintenance, the air compressor to keep clean, oil-free , no dirt.
votre commentaire
-
In fact, the high-energy proton beam in the material transmission has a unique Bragg peak, simply is the proton in the transmission process of loss of energy is generally very small, after a transmission distance, the proton beam most of the energy deposited mainly at the end. Therefore, this property is useful in the treatment of cancer in the body, the effective use of high energy at the end to kill cancer cells while well protecting healthy cells. In fact, based on the traditional accelerator proton knife tumor treatment at home and abroad have made great progress. Because the cost is very difficult to spread. This time, the circular polarization of the ultra-short laser pointer drive to accelerate the formation of high-quality proton beam, because of its acceleration gradient (unit length of particles obtained energy) is much larger than the traditional accelerator, greatly reducing the scale of the accelerator, which is expected to reduce the cost of treatment, become The new generation of treatment for cancer proton scalpels, the results of this study also represents a laser-driven proton knife program has taken a key step forward.
On the current laser marking process, can only use part of the fiber laser in the stainless steel above the color mark. The main factors of fiber laser marking machine are divided into internal factors and processing of two factors. Internal factors mainly for the laser frequency, laser beam mode and beam divergence angle, laser power, reasonable optical shaping with the processing of auxiliary gas substances. Internal factors mainly in the early models when the allocation of attention, should follow the advice of laser engineers to buy. Another factor mainly requires customers to pay attention to the processing, mainly for the marking density, marking the format, marking the depth and laser spot size.
The output wavelength of the laser covers a shorter band, and the short wavelength blue laser pointer has been widely used. Many advanced manufacturing processes require cold processing, such as in the manufacture of smart phones, often need to use short wavelength, short pulse UV laser to deal with. Short wavelength lasers have been widely used in surface marking, semiconductor wafer processing, drilling, cutting and other fields. The pulse speed of the laser is getting faster and faster, and the ultrafast laser has been developed rapidly. It has been driven into industrial applications by means of simpler structure, more convenient operation, lower cost and more stable performance.
When the sapphire as the substrate material, is widely used in LED chip production, the traditional cutting tool has been unable to meet the cutting requirements, manufacturers have been using 355nm and 266nm short wavelength nanosecond laser scribing, processing of sapphire wafer, the way to solve the difficulty of sapphire cutting and LED industry requirements for small and narrow cutting chip for, on sapphire substrate LED scale production, and may provide a guarantee of high quality cutting. With the development of blue green LED chip technology and the expansion of scale, the demand for laser cutting equipment is higher and higher, which has forced the laser equipment supplier to upgrade the equipment.
The late 80s of last century, Europe, Japan, Israel and other countries and regions have carried out laser shock enhancement technology research. But from the public reports of information, so far, the international community only the United States will strengthen the practical impact of laser shock.
For a considerable period of time, green laser pointer shock enhancement technology has been monopolized by Western countries, and China's aircraft carrier manufacturing industry has been struggling in the field of mechanical strengthening, compared with the traditional way of strengthening, laser shock enhanced products with low roughness, High wear strength, dislocation structure stability and a series of advantages, can be widely used in aeroengine turbine fan blades, high pressure compressor whole blade and other important parts of the surface treatment, is also widely used in other key parts of the aircraft maintenance and so on. This is also one of the important purposes why China decided to turn over the car.
votre commentaire
-
Experiments show that high-brightness fiber lasers can overcome all the known problems in copper welding applications. The high power density achieves instantaneous coupling and formation of keyholes, enabling stability and high absorptivity even at 1070 nm. With a high dynamic beam swing, the welding process is very stable, thereby reducing or avoiding stomatal and splashing phenomena, resulting in high quality welds. The process parameters set for the swing of the beam enable the weld geometry to be controlled, resulting in a very shallow weld in the deep weld process. The use of long pulse quasi-continuous fiber laser, even in a single pulse through the beam high-speed dynamic movement to complete the spot welding. In this way, high-quality welds can be created by increasing the pulse at a very low average power.

Laser flight welding technology through the blue laser pointer beam incident to the scanning galvanometer X, Y axis of the two mirrors, the computer control the angle of the mirror to achieve any deflection of the laser beam. Through the linear movement of the negative lens, the focal position in the Z direction to produce a certain range of adjustment, through a certain power density of the laser to be processed in the workpiece surface to be processed at different locations to achieve welding connection. Galvanometer group of dynamic movement, so that the lens in the scanning lens laser beam quickly switch between the solder joints, focusing distance due to focusing lens, mirror small angle deflection can be achieved in the laser beam in the solder joints (seam) of the can be quickly switched, the positioning time is almost zero, which can achieve multi-point rapid welding.
Because of its use through the robot arm and laser scanner to ensure that the welding process with the workpiece zero contact, the weld position can be flexible and changeable and large parts, complex surface of the rapid multi-point welding. This will not only reduce the excessive investment in welding equipment and the use of the site occupancy, reduce the cost of a single production, and welding the overall effect of stability. Based on the above advantages, laser pointer welding technology in addition to apply to the trunk lid, door, seat plate, dashboard support, seat adjustment and seat frame and other white body on the welding, but also in the aluminum, galvanized sheet and battery, plastic and other welding on the widely used.
Around the processing technology, ultra-fast laser industry chain-related enterprises and research institutes are developing more stable performance, more cost-effective ultra-fast laser devices, beam space-time plastic transmission technology, combined with the best material processing technology and intelligent manufacturing combined with control technology. From the perspective of the extension of the industrial chain, the laser industry should look like this, by the 1 billion yuan output value of the laser, provoke 5 billion yuan output value of the green laser pointer processing system, and then provoke 50 billion yuan output value of the application area, so by 2020 ultra-fast laser industry chain scale can reach more than 70 billion US dollars in size.
If the use of traditional methods of rust removal, the project is large and complex, and rust powder is not only harmful to the health of workers, but also seriously pollute the environment. The laser in this area but show their talents, you can quickly and easily remove the metal surface or corner of the corrosion, and also to prevent further oxidation. Laser rust as a new cleaning process, in the field of rust on the surface of carbon steel has a huge development prospects.
Laser deinterleaving as an efficient cleaning method, usually used in the field of macro industries. In the laser de-lacquer process, the laser acts on the paint coating, the paint coating in the pulse time to absorb the red laser pointer energy and convert it into heat so that the temperature of the paint in a very short period of time to achieve its gasification temperature in order to achieve the paint Effect.
votre commentaire
-
The laser beam is usually a mechanical printed circuit board that provides low voltage replacement methods such as milling or automatic circuit board cutting. However, UV lasers have the advantage that other lasers do not have, that is, they can limit thermal stress. This is because most UV laser systems operate in a low power state.
By using is sometimes referred to as the process of cold ablation, ultraviolet laser beam produces a narrow heat effect zone effect can be at the edge of processing, carbide and other thermal stress to a minimum, and the use of higher power green laser pointers usually have these negative effects.
The wavelength of the UV laser is shorter than the visible wavelength, so the naked eye is not visible. Although you can not see these laser beams, these short waves allow the UV lasers to focus more precisely, resulting in extremely fine circuit characteristics while maintaining excellent positioning accuracy.
In addition to the short wavelength, the workpiece temperature is low, the presence of high-energy ultraviolet light to ultraviolet laser pointers can be applied to large PCB circuit board combination, from FR4 and other standard materials to high-frequency ceramic composite materials and polyimide, including flexible PCB Materials and other materials are applicable.UV lasers are used in resins and copper to exhibit extremely high absorption rates and have an appropriate absorptivity when processing glass. Only expensive excimer lasers (wavelengths 248nm) will achieve better overall absorption rates when processing these major materials.
The difference in this material makes UV lasers the best choice for a wide range of PCB applications in a wide range of industrial applications, from the production of the most basic circuit boards, circuit wiring, to the production of compact embedded chips and other advanced processes are common.The UV blue laser pointer system directly from the computer-aided design data to the processing circuit board means that there is no need for any middle man in the circuit board production process. Coupled with the precise focus of ultraviolet light, making the UV laser system can implement very characteristic of the program, and repeat the positioning.
votre commentaire Suivre le flux RSS des articles Suivre le flux RSS des commentaires
Suivre le flux RSS des articles Suivre le flux RSS des commentaires


|
|
|
|